
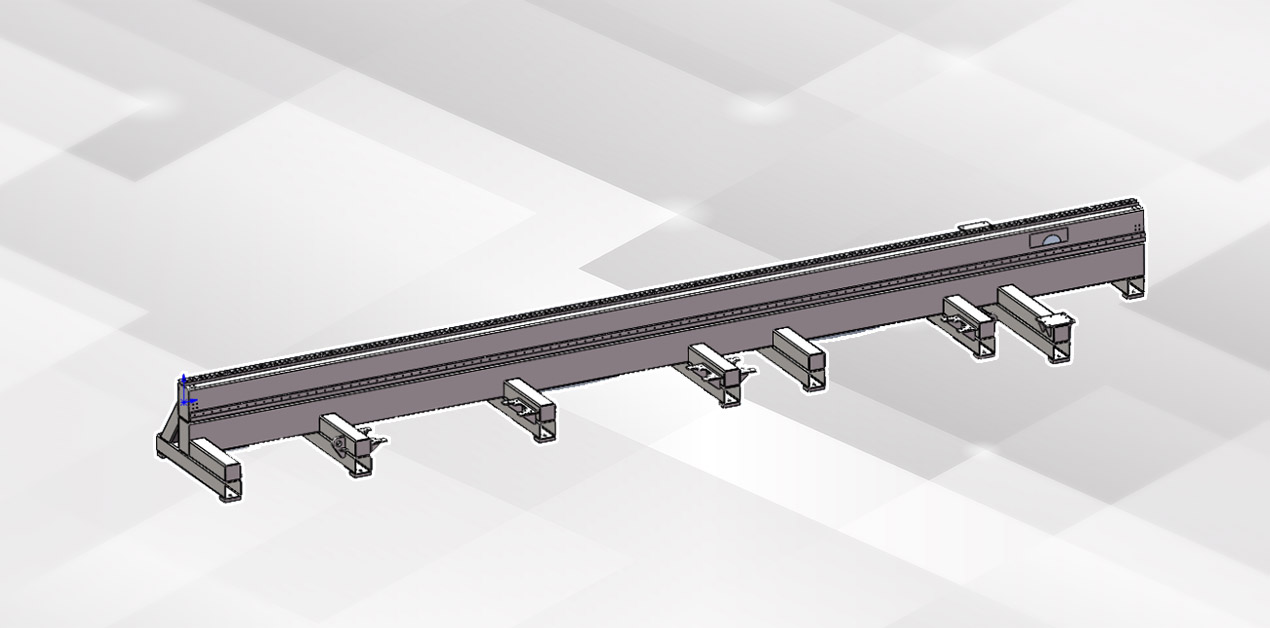
Детальләр Янга эленгән конструкция бер кисәктән эретеп ябыштырыла торган карават
Янга эленгән конструкция бер кисәктән эретеп ябыштырыла торган карават Ятак янга эленеп торган структураны һәм эчке көчәнешне бетерү өчен җылытыла торган бер кисәкле эретеп ябыштырыла торган ятакны куллана. Тупас эшкәртүдән соң, эшкәртү тәмамланганчы вибрация картаюы башкарыла, шуның белән станок коралының катылыгын һәм тотрыклылыгын сизелерлек яхшырта һәм станок коралының төгәллеген тәэмин итә. AC серво мотор приводын санлы идарә итү системасы контрольдә тота, һәм патрон мотор приводыннан соң Y юнәлешендә кире хәрәкәтне гамәлгә ашыра, тиз хәрәкәт һәм туклану хәрәкәтен гамәлгә ашыра. Y күчәре рейкасы да, сызыклы юнәлеш бирүче рельс та югары төгәллекле продуктлардан ясалган, бу трансмиссиянең төгәллеген нәтиҗәле рәвештә гарантияли; хәрәкәтнең ике очындагы чикләү ачкычлары контрольдә тотыла, һәм бер үк вакытта каты чикләү җайланмасы урнаштырыла, бу станок коралының хәрәкәт куркынычсызлыгын нәтиҗәле рәвештә тәэмин итә; станок коралы белән җиһазландырылган. Автоматик майлау җайланмасы хәрәкәт итүче өлешләрнең яхшы хәлдә эшләвен тәэмин итү өчен ятакның хәрәкәт итүче өлешләренә даими рәвештә майлау мае өсти, бу юнәлеш бирүче рельсларның, шестерняларның һәм рейкаларның хезмәт итү вакытын яхшырта ала.
Каркаска ике комплект терәк механизмы урнаштырылган, һәм аларның ике төре бар: 1. Күзәтү терәге өскә һәм аска хәрәкәт итү өчен бәйсез сервомотор белән идарә ителә, нигездә, озын киселгән торбаларның (кечкенә диаметрлы торбаларның) артык деформациясен күзәтү өчен. Арткы патрон тиешле позициягә күчкәч, ярдәмче терәкне төшерергә мөмкин. 2. Үзгәрүчән диаметрлы тәгәрмәч терәге цилиндр белән күтәрелә һәм төшерелә, һәм төрле зурлыктагы торбаларны тоту өчен аны кул белән төрле масштаб позицияләренә көйләргә мөмкин.
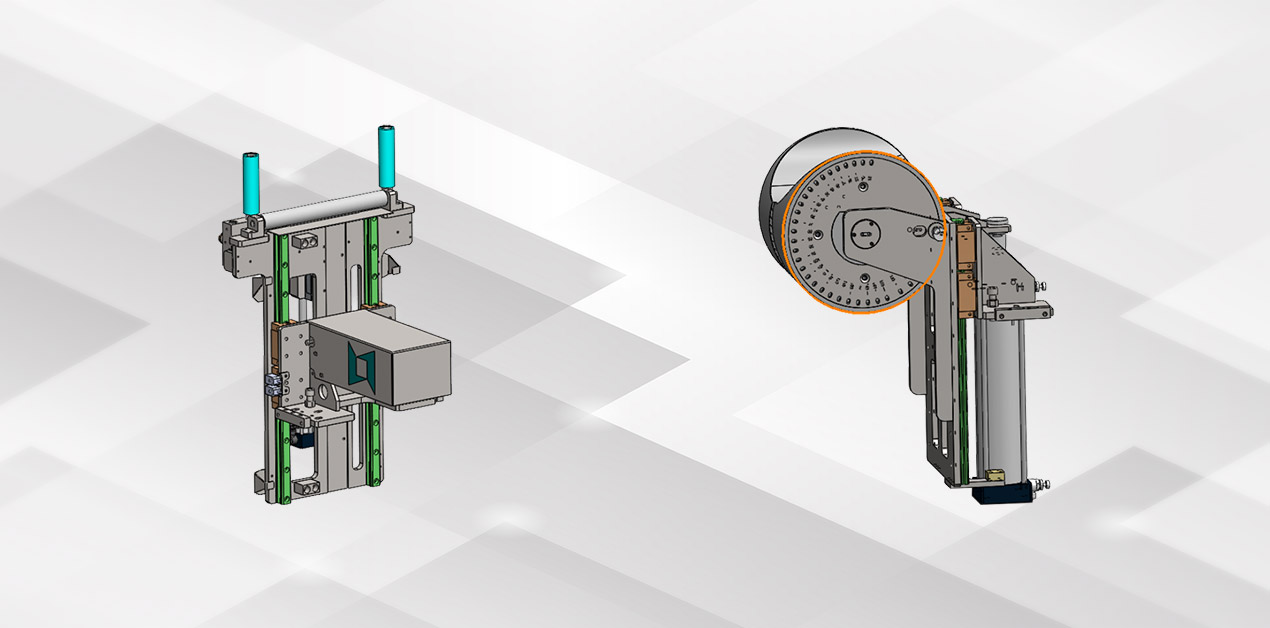
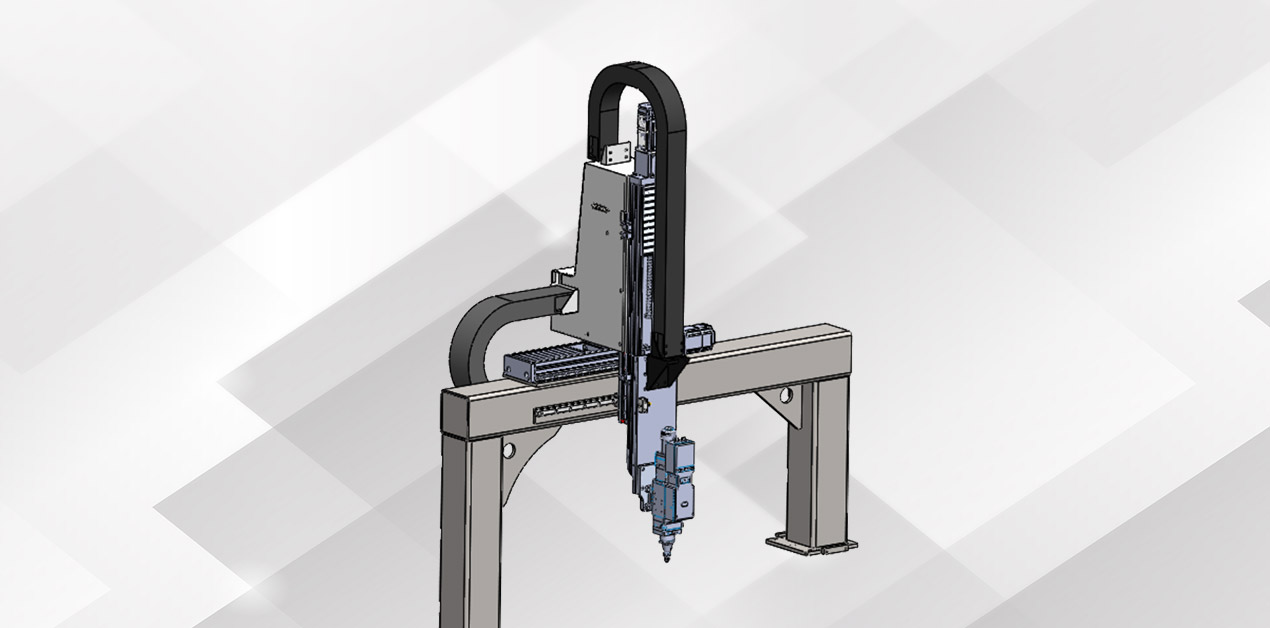
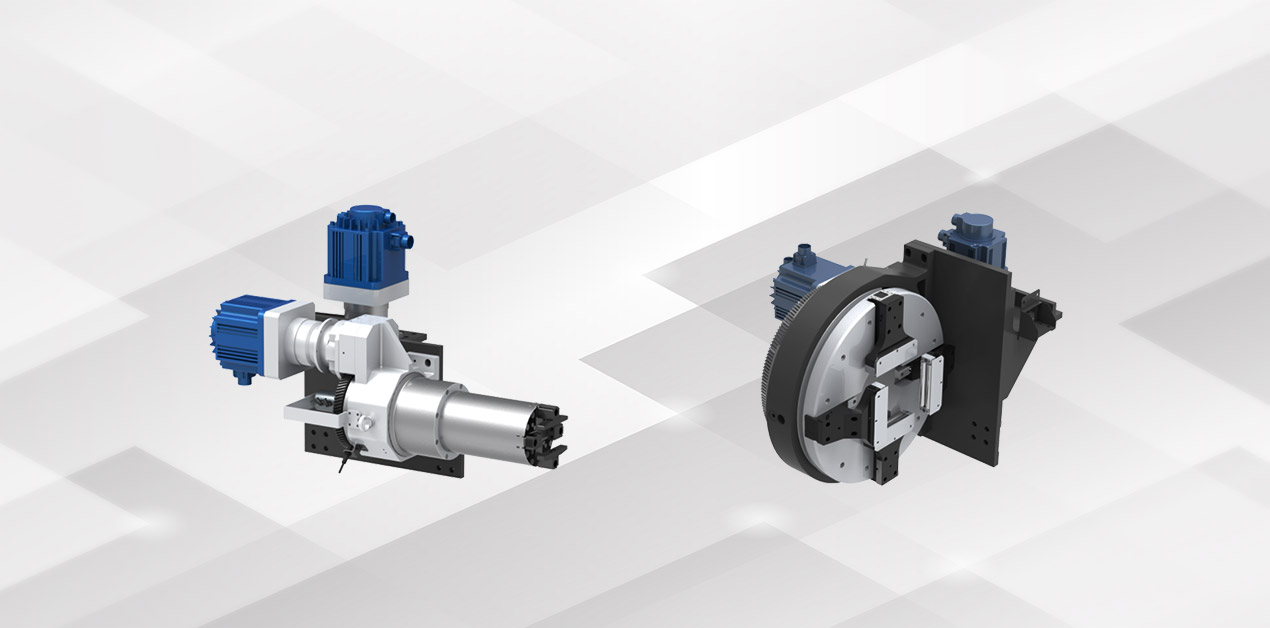
Патрон алгы һәм арткы ике пневматик тулы тактлы патронга бүленә, аларның икесе дә Y юнәлешендә хәрәкәт итә ала. Арткы патрон торбаны кысу һәм тукландыру өчен җаваплы, ә алгы патрон материалларны кысу өчен катның очына урнаштырылган. Алгы һәм арткы патроннар синхрон әйләнүгә ирешү өчен серво моторлар белән хәрәкәтләндерелә. Икелә патроннарның тоташтырылган кысуы астында кыска койрык кисү гамәлгә ашырылырга мөмкин, һәм авызның кыска койрыгы 20-40 мм га җитә ала, шул ук вакытта озынрак койрыкның кыска койрык кисүен хуплый. TN серияле торба кисү машинасы патрон хәрәкәте һәм качу ысулын куллана, бу һәрвакыт ике патрон белән кисүне гамәлгә ашыра ала, һәм торбаның артык озын һәм тотрыксыз булуына китерми, һәм төгәллек җитәрлек түгел.
X күчәре җайланмасының аркылы нуры гантри структурасын куллана, ул квадрат торба һәм корыч пластина комбинациясе белән эретеп ябыштырыла. Гантри компоненты катламга беркетелгән, ә X күчәре серво мотор белән хәрәкәткә китерелә, шуның белән рейка һәм пиньонны хәрәкәткә китерә, шуның белән слайд пластинасының X юнәлешендә үзара хәрәкәтен гамәлгә ашыра. Хәрәкәт процессында чикләү ачкычы системаның куркынычсызлыгын тәэмин итү өчен позицияне чикләү өчен хәрәкәтне контрольдә тота. Шул ук вакытта, X/Z күчәренең эчке структураны саклау һәм яхшырак саклау һәм тузанны бетерү эффектларына ирешү өчен үз орган каплагычы бар. Z күчәре җайланмасы, нигездә, лазер башының өскә һәм аска хәрәкәтен гамәлгә ашыра. Z күчәре үзенең интерполяция хәрәкәтен башкару өчен CNC күчәре буларак кулланылырга мөмкин, һәм шул ук вакытта аны X һәм Y күчәрләре белән тоташтырырга мөмкин, һәм шулай ук төрле хәлләр ихтыяҗларын канәгатьләндерү өчен аны күзәтү контроленә күчерергә мөмкин.